


我们为您准备了【轧辊钢】不锈钢管生产厂家今日价格产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:河南驻马店【轧辊钢】不锈钢管生产厂家今日价格的图文介绍
新物通物资(驻马店市分公司)售出的备品备件均提供一年的质量保证、并且都经过了严格的测试和认证。 公司自成立以来始终坚持以纯电子商务模式运营、缩减中间环节、为客户在时间提供优质的 耐磨钢产品及满意的服务、为您的生产以及采购工作提供‘ 快捷 方便’公司拥有完善的物流供应系统、现已与众多国外知名品牌生产厂商建立了良好的合作关系。


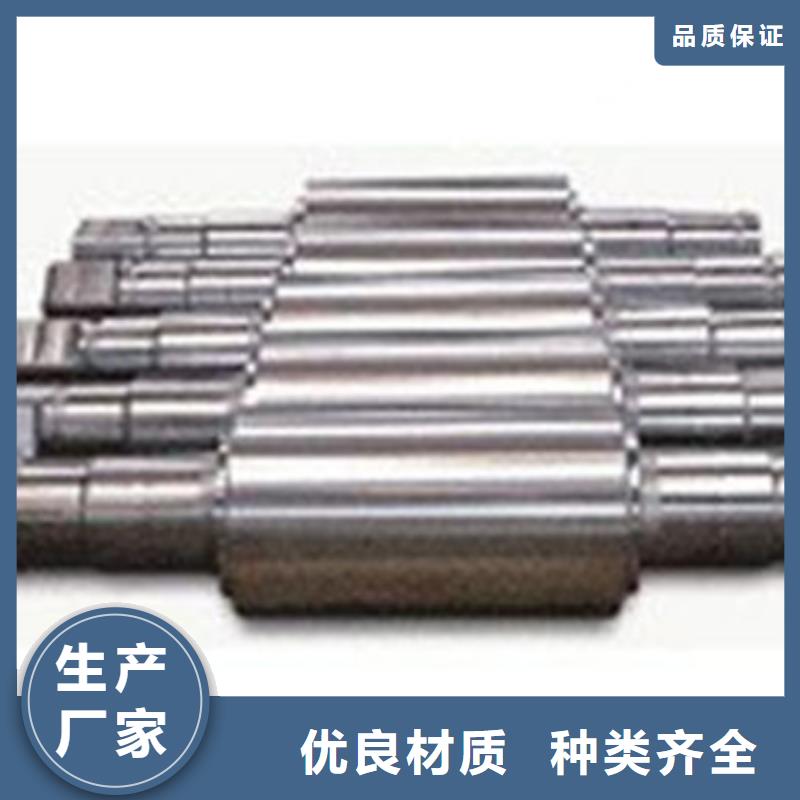
重量20t以下的锭型已开始采用下注法浇注,而国际上已扩大至120t。为了保证钢锭的内在的和表面的质量,应控制钢的浇注温度和浇注速度,而注温和注速则取决于钢锭的尺寸和浇注方法,且随钢水浇入锭中位置而改变。采用保温冒口或向冒口中加入保温剂或发热剂能保证钢锭的补缩。
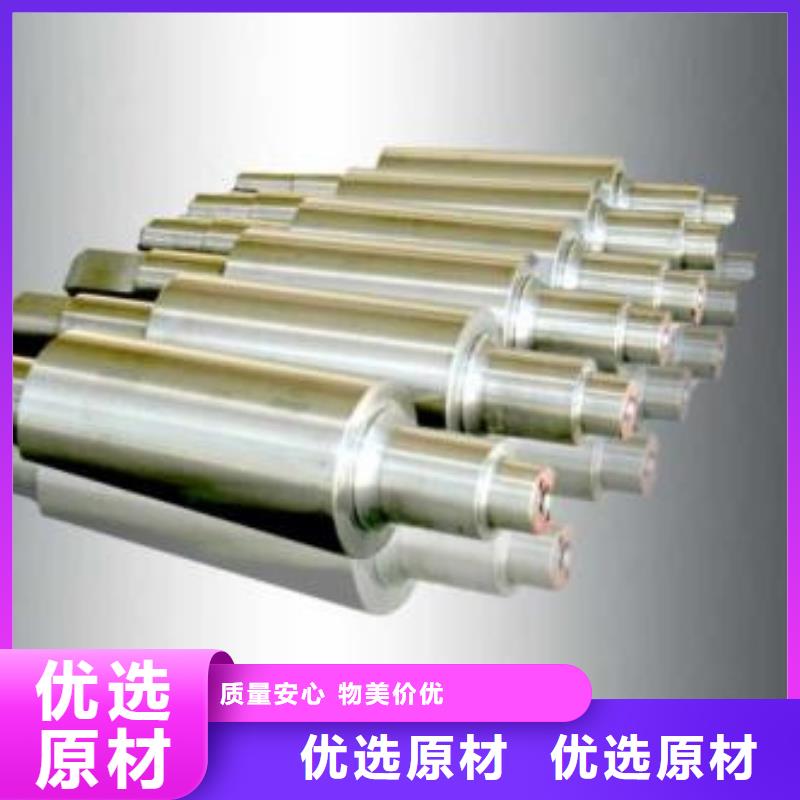
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。






使钢水凝固后与锻钢轴形成冶金结合。随着钢液不断注入,不断凝固,结晶器向上移动,终形成外层为高速钢,辊芯和辊颈为锻钢的复合轧辊。由于外层材料经电渣精炼,洁净度高,可满足冷轧的要求,用作冷轧工作辊。日本日立公司用ESR法生产了尺寸为φ425 mm × 1880 mm的冷轧半高速钢轧辊。ESR法存在的 问题是成本较高,且难以制造较大的轧辊,另外,电渣渣料中含较多的CaF,会逸出HF、SiF4、SF6等有害气体,危害工人,造成环境污染。ESR法生产的半高速钢辊坯经轻锻后,在1060℃淬火和500℃回火后加工成轧辊,表面硬度为97 HS,有良好的耐磨性和抗事故能力。 我国科学家也发明了电渣熔铸制造复合轧辊方法。以预先制造好的辊芯为电渣熔铸的内结晶器,以需复合的轧辊外套层材料为电渣熔铸的自耗电极。该装置外结晶器的内径和连体双U形坩埚金属液出口的直径等于需复合的复合轧辊的外径;自耗电极的熔化速率控制在100-1000 kg/h。自耗电极可为一根或两根以上。该方法可使复合轧辊获得较窄的过渡层和良好的复合性能。



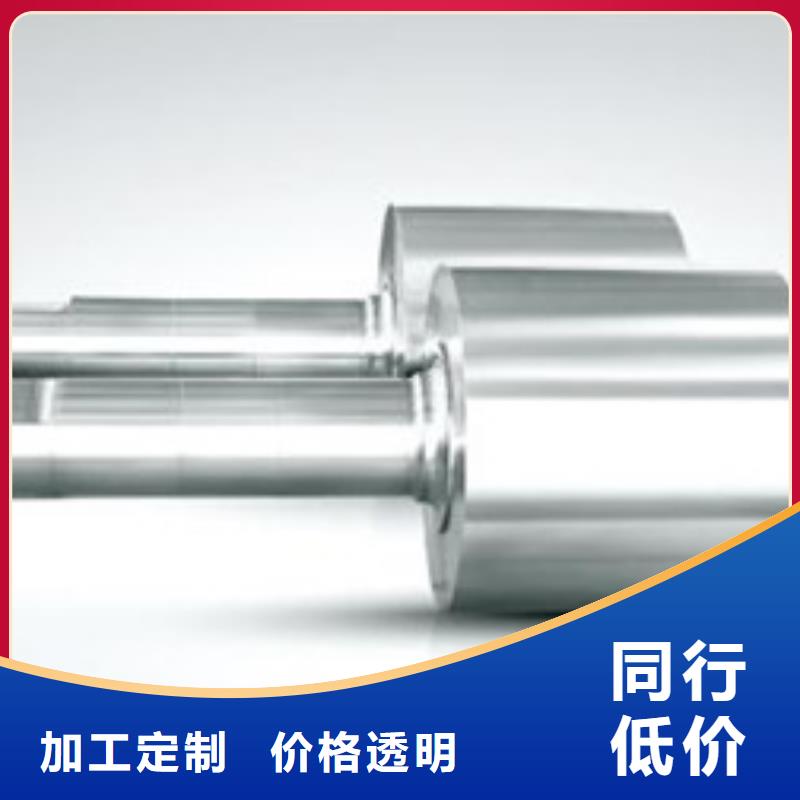
轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定的比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大,所以大部分轧辊使用高合金,单价非常高。轧辊消耗的主要是表层一定深度的工作层,大型支承辊工作层半径方向100mm左右,大型工作辊一般为半径方向50mm,工作层重量占轧辊重量比例并不大。正常情况下轧辊使用到报废极限时(即工作层消耗完)或者出现较大的缺陷时,轧辊就整体报废,辊芯部分按照废钢处理,对成本影响很大。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。
